
سوراخکاری فلزات یکی از وظایف رایج در کارگاههای مختلف، از جمله آهنگری، لولهکشی و ساخت و ساز است. انتخاب ابزار مناسب برای این کار میتواند بر دقت، کارایی و ایمنی کار تاثیر بسزایی بگذارد. در این مقاله، به بررسی بهترین ابزارها برای سوراخکاری در فلزات، مزایا و معایب هر کدام و نکات مهم هنگام انتخاب ابزار میپردازیم.
عملیات سوراخکاری چیست ؟
سوراخکاری در فلزات فرآیندی است که طی آن با استفاده از ابزارهای مخصوص مانند دسته برش تاناکا، سوراخهایی با ابعاد و اشکال مختلف در قطعات فلزی ایجاد میشود. عملیات سوراخکاری در فلزات باید با دقت و ظرافت انجام شود تا از ایجاد ترک، ناهمواری و یا تغییر شکل در قطعه فلزی جلوگیری شود. همچنین، رعایت نکات ایمنی در هنگام کار با ابزارهای سوراخکاری ضروری است.

سوراخکاری برای چه هدفی انجام میشود ؟
سوراخ کاری در فلزات میتواند کاربردهای مختلفی داشته باشد که این عمل را در صنایع مختلف به یکی از مهمترین بخشهای فرایند تولید تبدیل میکند؛ بنابراین در این قسمت به اهداف سوراخکاری میپردازیم.
-
عبور دادن لولهها و سیمها در سوراخکاری فلزات
یکی از رایجترین کاربردهای سوراخکاری در فلزات، ایجاد مسیر برای عبور دادن لولهها و سیمها است. به عنوان مثال، در ساختمانسازی، برای عبور دادن لولههای آب، فاضلاب، برق و گاز از داخل دیوارها و سقفها از سوراخکاری در فلزات استفاده میشود. همچنین، در صنعت لولهکشی، برای اتصال لولهها به یکدیگر و به شیرها و اتصالات مختلف از سوراخکاری در فلزات استفاده میشود.
-
اتصال قطعات فلزی
سوراخکاری در فلزات یکی از روشهای رایج برای اتصال قطعات فلزی به یکدیگر است. به عنوان مثال، در صنعت مبلمان فلزی، برای اتصال پایهها به بدنه و یا اتصال قطعات مختلف مبلمان به یکدیگر از سوراخکاری در فلزات و پیچ و مهره استفاده میشود. همچنین، در ساخت ماشینآلات و تجهیزات مختلف، برای اتصال قطعات مختلف به یکدیگر و ایجاد استحکام سازهای از سوراخکاری فلزات استفاده میشود.
-
سبک کردن قطعات فلزی در سوراخکاری فلزات
در برخی موارد، از سوراخکاری در فلزات برای سبک کردن قطعات فلزی استفاده میشود. این کار به خصوص در مواردی که وزن قطعه فلزی اهمیت زیادی دارد، مانند قطعات هواپیما و یا خودرو، انجام میشود. با ایجاد سوراخهای متعدد در بدنه قطعه فلزی، میتوان وزن آن را بدون کاهش استحکام و کارایی آن به طور قابلتوجهی کاهش داد. ممکن است از ابزارهایی مانند نازل تاناکا نیز در این زمینه استفاده شود.

-
ایجاد تنوع در ظاهر فلز
سوراخکاری در فلزات میتواند برای ایجاد تنوع در ظاهر فلز و زیباتر کردن آن نیز استفاده شود. به عنوان مثال، در طراحی دکوراسیون داخلی، از فلزات سوراخدار برای ساخت تابلوها، لوسترها و سایر اشیاء تزئینی استفاده میشود. همچنین، در صنعت جواهرات، از فلزات سوراخدار برای ساخت زیورآلات مختلف استفاده میشود.
-
تهویه در سوراخکاری فلزات
در برخی موارد، از سوراخکاری در فلزات برای ایجاد تهویه در محفظههای فلزی استفاده میشود. این کار به خصوص در مواردی که لازم است گرمای تولید شده در داخل محفظه به بیرون منتقل شود، مانند موتورها و ژنراتورها، انجام میشود.
-
زهکشی
در برخی موارد، از سوراخکاری در فلزات برای ایجاد زهکشی در سطوح فلزی استفاده میشود. این کار به خصوص در مواردی که لازم است آب یا سایر مایعات از روی سطح فلزی عبور کند، مانند سینیها و لگنها، انجام میشود.

ابزارهای مورد استفاده برای سوراخکاری فلزات
حال که کاربردهای سوراخکاری در فلزات را بررسی کردیم، نیاز است بدانیم که با چه ابزارهایی این کار انجام میشود.
-
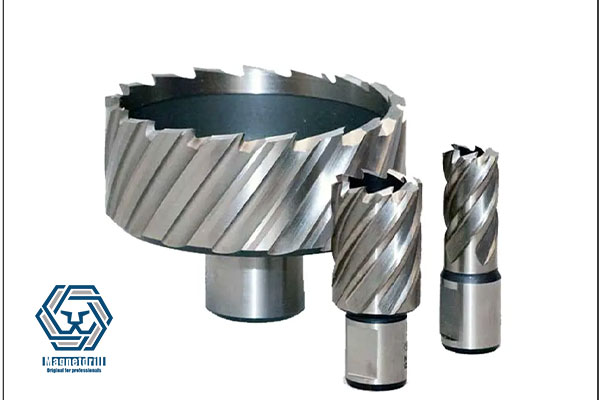
مته گردبر
مته گردبر برای ایجاد سوراخهای بزرگ با اشکال مختلف مانند دایره، مربع و مستطیل در فلزات استفاده میشود. این ابزار سوراخکاری فلزات از یک تیغه دایرهای برای برش فلز استفاده میکند و معمولا به همراه دریل برقی یا مته ستونی مورد استفاده قرار میگیرد.
سرعت بالا در ایجاد سوراخهای بزرگ، امکان ایجاد سوراخ با اشکال مختلف و لبههای صاف و تمیز سوراخ از مزایای این ابزار هستند. با این حال، قیمت بالا، عدم امکان سوراخکاری در فلزات ضخیم و ایجاد برادههای فلزی زیاد از معایب مته گردبر محسوب میشوند.
-
مته گردبر دریل مگنت برای سوراخکاری فلزات
مته گردبر دریل مگنت برای ایجاد سوراخهای بزرگ با اشکال مختلف در فلزات ضخیم و سنگین به کار میرود. این ابزار مشابه مته گردبر معمولی است، با این تفاوت که به همراه یک دریل مگنت قدرتمند استفاده میشود. دریل مگنت با استفاده از آهنرباهای قوی به سطح کار میچسبد و از لرزش و انحراف مته در حین سوراخکاری جلوگیری میکند.
امکان سوراخکاری در فلزات ضخیم و سنگین، دقت بالا در سوراخکاری و ایجاد سوراخهای با لبههای صاف و تمیز بهخاطر وجود پایه مگنت از مزایای این ابزار هستند. با این حال، قیمت بسیار بالا، وزن و ابعاد بزرگ و نیاز به برق برای کار از معایب مته گردبر دریل مگنت به شمار میروند.

-
دستگاه برشکاری
دستگاه برشکاری برای برش و سوراخکاری انواع فلزات استفاده میشود. این ابزار از یک تیغه دوار برای برش فلز استفاده میکند و میتواند از جنسهای مختلفی مانند فولاد تنگستن کاربید، الماس و سرامیک باشد. دستگاه برشکاری به صورت دستی یا اتوماتیک قابل استفاده است.
برش و سوراخکاری دقیق و ظریف، امکان برش و سوراخکاری اشکال پیچیده و لبههای صاف و تمیز برش از مزایای این دستگاه هستند. با این حال، قیمت بالا، نیاز به مهارت و تجربه برای استفاده و تولید حرارت و جرقه در حین کار از معایب دستگاه برشکاری برای سوراخکاری فلزات محسوب میشوند.
-
پانچ دستی هیدرولیک برای سوراخکاری فلزات
پانچ دستی هیدرولیک برای ایجاد سوراخهای کوچک با قطر کم در فلزات نازک به کار میرود. این ابزار از نیروی هیدرولیک برای پانچ کردن فلز استفاده میکند و شامل یک جک هیدرولیک، یک سنبه و یک قالب است.
قیمت ارزان، استفاده آسان و سوراخکاری سریع و آسان از مزایای پانچ دستی هیدرولیک هستند. ممکن است قیمت این دستگاه ارزانتر از قطعات دستگاههای دیگر مانند پایه مگنت مهر باشد. با این حال، محدودیت در قطر سوراخ، عدم امکان سوراخکاری در فلزات ضخیم و نیاز به نیروی زیاد برای استفاده از معایب این ابزار به شمار میروند.

حداکثر مجاز سوراخکاری فلزات
در سوراخکاری در فلزات، حداکثر مجاز قطر و تعداد سوراخها به عوامل مختلفی بستگی دارد که باید قبل از شروع کار به دقت در نظر گرفته شوند. این عوامل عبارتند از:
جنس فلز موثر در سوراخکاری فلزات
- فولاد: فولاد یکی از رایجترین فلزات مورد استفاده در ساخت و ساز و مهندسی است. حداکثر مجاز سوراخکاری در فولاد به نوع و رده فولاد بستگی دارد. به طور کلی، فولادهای با استحکام بالا مانند فولاد A500 و A615 به دلیل تنشهای ایجاد شده در اثر سوراخکاری، حداکثر مجاز سوراخکاری کمتری نسبت به فولادهای با استحکام پایینتر مانند فولاد St37 دارند.
- آلومینیوم: آلومینیوم فلزی سبک و چکشخوار است که به دلیل مقاومت در برابر خوردگی و قابلیت شکلپذیری بالا در صنایع مختلف کاربرد دارد. حداکثر مجاز سوراخکاری در آلومینیوم به طور کلی بیشتر از فولاد است، زیرا این فلز تنشهای کمتری را در اثر سوراخکاری تجربه میکند.
- مس: مس فلزی نرم و چکشخوار با هدایت الکتریکی و حرارتی بالا است که در سیمکشی، لولههای آب و سایر کاربردها استفاده میشود. حداکثر مجاز سوراخکاری فلزات در مس به دلیل نرمی و انعطافپذیری این فلز، بیشتر از فولاد و آلومینیوم است.

ضخامت فلز
هرچه ضخامت فلز کمتر باشد، حداکثر مجاز قطر و تعداد سوراخها نیز کمتر میشود. دلیل این امر آن است که سوراخکاری در فلز نازک باعث کاهش استحکام و افزایش احتمال پارگی آن میشود.
موقعیت و فاصله سوراخها موثردر سوراخکاری فلزات
حداکثر مجاز قطر و تعداد سوراخها به موقعیت و فاصله آنها از لبههای فلز و همچنین از یکدیگر نیز بستگی دارد. سوراخهایی که در نزدیکی لبهها یا نزدیک به یکدیگر قرار دارند، تنش بیشتری را در فلز ایجاد میکنند و به همین دلیل حداکثر مجاز قطر و تعداد آنها کمتر میشود.
استانداردها و مقررات
در بسیاری از صنایع، مانند ساختمانسازی و سازههای فلزی، استانداردها و مقررات خاصی برای حداکثر مجاز قطر و تعداد سوراخها در فلزات وجود دارد. این استانداردها برای اطمینان از ایمنی و پایداری سازهها و جلوگیری از خرابی و فروپاشی آنها وضع شدهاند.

روش سوراخکاری
روش سوراخکاری نیز میتواند بر حداکثر مجاز قطر و تعداد سوراخها تأثیر بگذارد. به عنوان مثال، سوراخکاری با لیزر به دلیل تمرکز انرژی بالا در یک نقطه کوچک، تنش کمتری را در فلز ایجاد میکند و به همین دلیل حداکثر مجاز قطر و تعداد سوراخها در این روش بیشتر میشود.
ظرافت و دقت در عملیات سوراخکاری
سوراخکاری در فلزات فرآیندی رایج در صنایع مختلف است که در صورت انجام دقیق و ظریف، میتواند نتایج مطلوبی به همراه داشته باشد. ظرافت و دقت در این عملیات به عوامل مختلفی بستگی دارد که در ادامه آنها را بررسی میکنیم.
-
انتخاب ابزار مناسب برای سوراخکاری فلزات
اولین قدم برای دستیابی به ظرافت و دقت در سوراخکاری فلزات، انتخاب ابزار مناسب است. نوع ابزار، ابعاد و کیفیت آن نقش مهمی در نتیجه نهایی کار خواهد داشت. به عنوان مثال، برای سوراخکاریهای ظریف و دقیق، باید از متههای با قطر کم و نوک تیز استفاده شود. همچنین، استفاده از دریلهای با سرعت و گشتاور مناسب برای جلوگیری از لرزش و انحراف مته در حین کار ضروری است.
-
تثبیت قطعه کار
قطعه کار باید قبل از شروع سوراخکاری به صورت محکم در گیره یا ابزار مناسب ثابت شود. این کار از حرکت و لرزش قطعه در حین کار جلوگیری میکند و به افزایش دقت سوراخکاری کمک میکند.

-
علامتگذاری دقیق
محل دقیق سوراخها باید قبل از شروع کار به طور دقیق روی قطعه کار علامتگذاری شود. برای این کار میتوان از خطکش، گونیا، نقاله و سایر ابزارهای اندازهگیری استفاده کرد. علامتگذاری دقیق از انحراف مته در حین سوراخکاری و ایجاد سوراخهایی با موقعیت نامناسب جلوگیری میکند.
-
سرعت و فشار مناسب
سرعت و فشار دریل باید متناسب با جنس، ضخامت و قطر سوراخ مورد نظر تنظیم شود. استفاده از سرعت و فشار زیاد میتواند باعث ایجاد لرزش، انحراف مته و در نهایت سوراخکاری ناهموار و نادرست شود.
-
خنککاری
در مواردی که از متههای با سرعت بالا یا برای سوراخکاری در فلزات سخت استفاده میشود، خنککاری مته و قطعه کار ضروری است. این کار از گرم شدن بیش از حد مته و قطعه کار و ایجاد برادههای نامناسب و ذوب شدن فلز در محل سوراخکاری جلوگیری میکند.
-
استفاده از ابزارهای کمکی برای سوراخکاری فلزات
استفاده از ابزارهای کمکی مانند گیرههای مغناطیسی، گیرههای C شکل و گیرههای مخصوص سوراخکاری میتواند به تثبیت قطعه کار و افزایش دقت سوراخکاری کمک کند.

سخن پایانی
سوراخکاری فلزات در بیشتر صنایع، یکی از مهمترین فرآیندها در نظر گرفته میشود. برای این کار ابتدا نیاز داریم تا با ابزارهای مناسب در این زمینه آشنا شده و سپس از روشهای مخصوص برای هر نوع فلز کمک بگیریم. در این زمینه شما میتوانید از فروشگاه و وبسایت مگنت دریل ، انواع دستگاههای مخصوص برای برشکاری را برندهای معتبر همچون برند اف ای پاورتولز و … ژاپن را خریداری کرده و دقیقترین برش فلز را داشته باشید.